
 Check the
documentation
Check the
documentation Ask the
Community
Ask the
Community Take a look
at
Academy
Take a look
at
Academy Cognite
Status
Page
Cognite
Status
Page Contact
Cognite Support
Contact
Cognite Support
Hi, Stig, your guide to Open Industrial Data (OID) here 👋
In this article, I will introduce you to the reference data set of a industrial process system that the Open Industrial Data project contains. Analogous to what the Iris, Titanic, and gap-minder data sets are to learning data science tools, the OID project will be your entry ticket to working with industrial data.
Here is a short technical description of the system on Valhall that is shared on the Open Industrial Data project.
System description
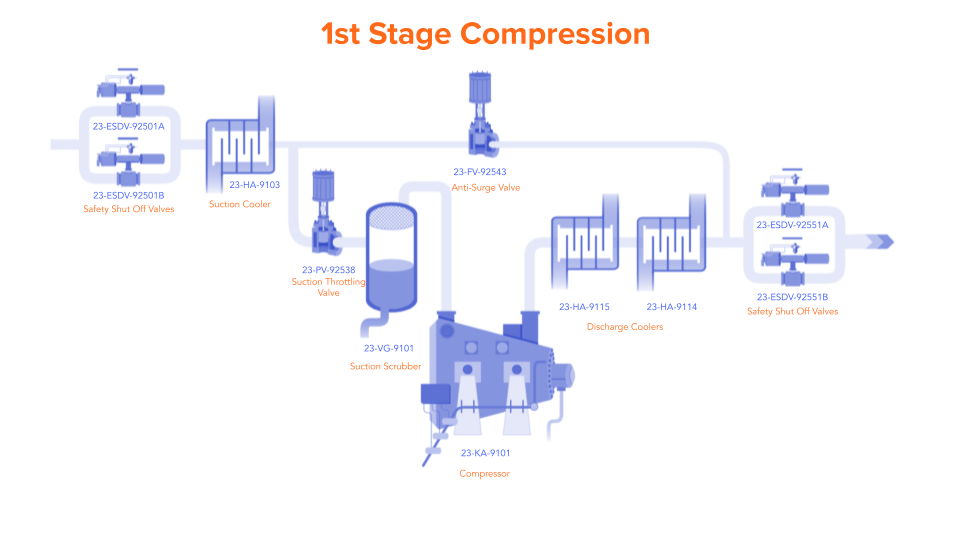
The data set represents the first of four stages of treatment of natural gas on the Valhall PH (Production Hotel) platform. The purpose of the gas train is to dry and compress the gas to meet the required export pressure and specification, with a total capacity of 4,06 [MSm3/d] (143 [MMscf/d]).
The first stage compressor (23-KA-9101) is an electrically-driven, fixed-speed centrifugal compressor that receives gas from the separators at approximately 3 [barg] pressure. Before reaching the compressor, the gas is cooled in the first stage suction cooler (23-HA-9103), which is a shell-and-tube heat exchanger with a cooling capacity of 2108[kW]. The cooled gas flows into the first stage suction scrubber (23-VG-9101), which removes liquid droplets before the gas enters the compressor. The gas is compressed to approximately 12 [barg] and flows through a pair of discharge coolers (23-HA-9114/9115) with a cooling duty capacity of 15330[kW] before the gas is either being recycled to the suction side through an Anti-Surge valve (ASV)(23-FV-92543) or is entering the second stage of compression.
One essential concept here is that there is a constant recycling of the gas within each of the stages. During this recycling of gas, the cooling and depressurising cause liquid droplets of hydrocarbon. The lower energetic and heavier hydrocarbon particles are collected in the bottom of the suction scrubber, thus removing liquids from a wet gas stream and drying the gas. This takes the gas one step closer to reaching the export specifications.
Control
Automatic control of the first stage compressor and associated process equipment is achieved by the following control loops:
-
The temperature at the suction cooler outlet is controlled by regulating the amount of cooling medium flowing through the shell side of the suction cooler. The cooling medium is a mix of deionized water (70%) and a glycol(TEG) (30%) and has an approximate mass density of 942[kg/m³] and a mass specific heat capacity of 4400 [J/kgK]
-
The level in the first stage suction scrubber is controlled by regulating the amount of liquid flowing out of the scrubber. Excess liquids are sent back to the 2nd stage separator.
-
The pressure in the first stage separator is controlled by regulating the suction throttle valve (STV)(23-PV-92538) upstream of the first stage suction scrubber, which controls the amount of gas sent to the compressor. Additionally, there is gas entering the first stage gas treatment from the closed drain system through ejectors. The ejectors are driven by motive gas from later in the gas train, enabling the Valhall field to not need a constant pilot flame in the flare. This helps reduce the carbon footprint of the gas produced at Valhall.
-
Anti-surge protection is achieved by recycling gas from downstream the discharge coolers back to the inlet. The amount of gas to be recycled is controlled by regulating the anti-surge valve (ASV)(23-FV-92543). The anti-surge functionality is controlled by a third-party control system called an anti-surge controller. This system has a faster cycle time on the control action, compared to the rest of the control loops.
Utility Systems
The following utility systems are also included in the data set:
-
The lubrication system for the first stage compressor. The system is comprised of pumps, coolers, filters, heating elements, and associated monitoring equipment, the purpose of which is to reduce friction and mechanical wear and to prevent overheating and corrosion in the gears and bearings.
-
The dry gas seal system (DGS) prevents the process gas inside the compressor from escaping into the atmosphere. This is achieved by using nitrogen generated locally on Valhall.
-
The condition monitoring system (CMS), monitors temperatures and vibrations in the motor, gearbox, and compressor.
For a first exploration of the data you can check out the explore from the Fusion UI that you can find in this URL: https://publicdata.fusion.cognite.com/ - where publicdata is the name of the Cognite Data Fusion project instance of the Open Industrial Data project.
Any questions? Let me know in the comments.
